| 加工定制 | 是 | 工藝類型 | 沖壓成型模 | 作用對象 | 金屬 |
| 主要加工設備 | CNC | 加工設備數量 | 50 | 加工能力 | 100萬/月 |
| 適用范圍 | 電器,電子,航天,家電,摩托車,汽車,日用品,五金工具,醫療 | 質量體系 | iso9001 | 模具材質 | Cr12Mov |
| 標準編號 | 折彎機標準 | 樣品或現貨 | 現貨 | 適用機床 | 折彎機 |




適用于以下公司的折彎機床:
黃石黃鍛、金方圓、亞偉、江蘇揚力、ACL;美國史翠柏[STRIPPIT];
日本阿姆達[AMADA],小松[KOMATS],天田[TOKYO],日本東洋;意大利[GASPARING];
芬蘭芬帕爾[FINN-POWER];德國通快[TRUMPF],比利時[LVD];
濟南捷邁,天津埃佛因,荷蘭大力,臺灣曄俊,揚州貝勒,,
天水鍛壓;華夏、中意、上海沖剪、上海新力、海安,江都鍛壓等地生產的折彎機 床。
quapin折彎模具采用的國際通用材料42CrMo和先進的加工工藝;所有關鍵 部位的尺寸均能達到±0.02MM的水平,致力于為客戶提供最佳的折彎加工。
我們的優勢:
高精度:川品所有的模具刃口采用一次性磨削成型,這樣 就能保證同一型號的模具角度、R角的高度一致;不論后續何時購買,都能保證同一拼裝精度(磨損情況除外)
標準化:川品模具標準保持與國內外一致,可以與其它廠家進行簡單的拼裝;標準化的分割能高效的折彎任意的角度、標準化 的作業減少了工時的損耗、提升了效率。
耐磨性:川品所有的模具整條均通過淬火和精磨,拒絕局部的淬火,提高了模具的整體穩定性、耐磨性和折彎模具應有的韌性 。
專業性:我們逐步的提供我們員工的銷售素質和能力,每月必須返廠予以學習,有專門的RG系列的折彎機供銷售人員學習和理解,以便更好 的服務與客戶,我們提供基于客戶產品的一體化模具解決方案。
廣東區域客戶,可以通過相關的上門服務!
訂 購須知

鈑金折彎就是將金屬板材通過壓力設備和特制的模具,把平面的板料變為立體的加工過程稱為折彎。
由于不同材質、厚度、長度、寬度的板材和所須成形的不同形狀和角度,所以就有不同噸位和大小壓力設備的折彎機,配以不同高度、形狀、V幅大小的上下模以其特殊形狀的特 殊模具。
根據客戶的不同要求,選擇最佳的模具設計方案,以最快的時間 ,最好的品質滿足客戶的要求。另外,如果在選定模具有困難時,請向本公司提出咨詢,屆時,請提供以下內容:
1.折彎形狀成品總圖和折彎部分的局部詳細圖(折彎半徑、內處輪廓尺寸、公差范圍等)
2.材質、板厚
3.對于劃痕( 傷)的要求
4.折彎時使用的機械(機床型號、最大噸位、工作臺長度)
5.其它,特別需要指定的事項。川品一貫遵從客戶至上, 視品質為生命的原則,竭盡所能,完成您賦予的任務,精工細造,博取您嚴格的滿分。歡迎來電 來函洽商!
折彎模具
數控折彎刀具分段,常規分段規格如下:
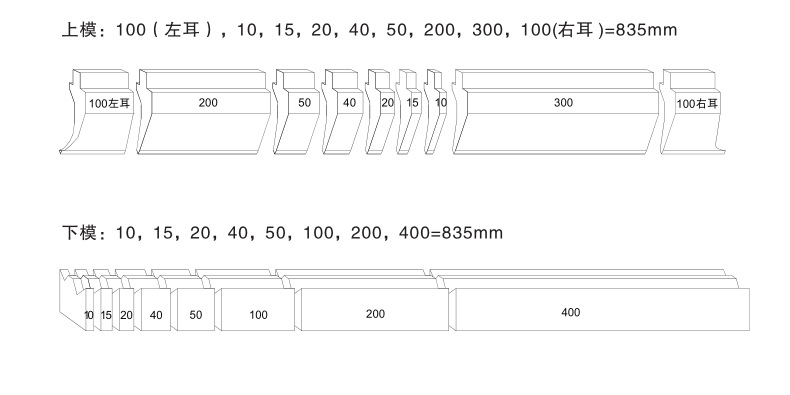
模具分段1
數控折彎上模:100(左)、10、15、20、40、50、200、300、100(右)=835mm
數控折彎下模:10、15、20、40、50、100、200、400=835mm
模具分段2
數控折彎上模:100(左)、10、15、20、40、50、165、300、100(右)=800mm
生產流程
下 料→鍛打→回火→精加工→淬火→退火→調質→粗磨→精磨→檢驗→包裝→出廠


訂購須知
1、本價格及圖片僅為參考,由于產品的特殊性,不同規格、不同 材料、不同的技術要求,價格與圖片也不相同,請一定要說明規格材料和要求,留下聯系您的方式,我們會及時與您聯系,給您報價。
2、與我客服人員聯系時,請告之之前有沒有 購買我廠的其它產品,我公司對所有的客戶都有備案記 錄,以方便查找您原來的訂購信息,節省你的寶貴時間。
3、為了給您訂做出所需要的產品,請您提供產品的規格,型號和機器的具體 廠家,個別精密產品還需要您提供您的圖紙,圖片或者樣品。
4、標準件我們一周內即可發貨,非標加工件 的周期,根據您的工件難易而訂!
5、本價格及圖片僅為參考,實際根據親的需 要,不同規格不同材料價格圖片也不同;郵費也是虛數,大件產品一般走物流。
6、本公司是廠家直銷,公司系一般納稅人,可以 簽定正規合同,并提供正規增值稅額發票。
模具的使用注意事項
① 嚴 格按照折彎模具所界定的壓力范圍內使用
川品 機械設備所生產的折彎模具是采用優質鋼材經特殊熱處理制作而成,具有硬度高,不易磨損,承受壓力大等特點,但每套模具都有他承受的極限壓力:噸/米,所以在使用模具時要正確選用模具的長度,即每米要加多少壓力,絕不能超過模具所標注的壓力。
② 在 折彎模具對原點的時候:嚴禁用分割小模對刀!
為了 不損壞川品數控折彎模具,我們規定了在對原點時,一定要用300mm以上長度的上下模進行對原點.對好原點后才可以使用相同高度的上模、下模。嚴禁使用分割小模進行對原點,而且對原點一定要按折彎機器內部 的原點壓力為標準。
③ 在 折彎模具的使用過程中:一臺機器的上上模具或下模高度需要保持一致!
在使 用模具時,由于各種 模具的高度不一致,所以在一臺機器上選用模具時只能用同樣高度的模具,不能用不同高度的模具。
④ 在 折彎模具的使用過程中:應該靈活的選擇合適的上、下模具
在使 用模具時,要根據金屬板料的材質硬度、厚度、長度 來選用合適的上、下模,一般按5~6T的標準使用下模,長度要比板料長一些,當材質越硬、厚度越大的料,應用槽較寬一點的下模。
⑤ 在 折彎模具的使用過程中:注意折彎工序。
在折 彎銳角或壓死角時,應選用30度上,先折銳角、后壓死 邊。在折彎R角時,應選用R上模和R下模進行。
⑥ 在 折彎模具的使用過程中:分段和單條折彎模具的使用
在折 彎較長的工件時,最 好不要用分段模具,減少接刀壓痕,而且最好選用單槽的,因為單槽的下模V槽外角R大,不易產生折彎壓痕。
⑦ 在 折彎模具的使用過程中:分段和單條折彎模具的使用
在選 用上模時,具體要使 用哪一種上模,我們 應對所有模具的參數進行了解,然后根據所需要成形的產品形狀,來決定用什么上模。
在折彎硬度特硬或板料太厚的產品時,不準用模具來折彎 鋼筋或其他圓柱體的產品。
⑧ 折 彎模具使用重要的安全提示/保養
在使 用模具時,應頭腦清 晰,在機器對完原點 后應鎖住上、下模,不要讓模具掉下來,傷人或傷模具,操作過程中,加壓要注意,不可一下加太大壓力,注意屏幕顯示數據變化。
折彎模具使用重要的保養
用完模具要及時放回模具架上,并按標識放好,經常清掃模具上的灰塵,并涂上防銹油,以免生銹,降低模具精度。