玻璃液勻質的溫度檢測
1)對供料道料盆入口前的玻璃液勻質以溫度檢測的方式是非常重要的。國外的做法至少在供料道勻化段的料盆入口前加裝三支九點熱電偶;要求比較嚴格的企業則在冷卻的中段也加裝三支九點熱電偶。以精準檢測供料道的溫度值。國內稱之謂供料道效率,以三支九點測得料液溫度的差值來評估供料道的玻璃勻質標準。
2)玻璃勻質是以百分比(%)表示的。不同的成型工藝,對供料道的玻璃勻質要求的標準是不一樣的。
據國外資料介紹:
單滴料 要求的玻璃勻質一般不低于92 % 左右;
雙滴料 要求的玻璃勻質一般不低于94 % 左右;
N.N.P.B(小口壓吹)玻璃勻質不得低于96% 左右。
3)供料道效率測算通過料道安裝三支熱電偶的9點測溫數據,可以通過計算“供料道效率”(見圖1)來指導生產。
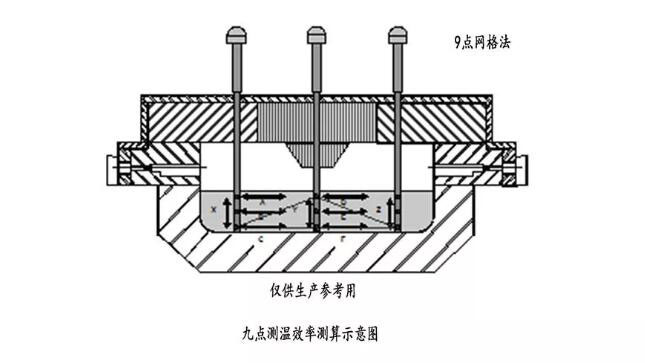
圖1 九點測溫效率測算示意圖
4)定量地計算出該料道玻璃液均化的情況,我們稱之為該料道的效率(GradientEfficiency)。
特別是采用小口壓—吹法生產輕量瓶時,三點式熱電偶更是不可缺少。
在熱效率的計算方面沒有工業標準。世界各大玻璃公司均有各自的計算方式法,如:O-I公司、SORG公司、EMHART公司等。現以EMHART公司為例作一介紹:采用的以下公式是一種廣泛使用的方法,可以獲得有用且可比的百分比數值(圖2)。
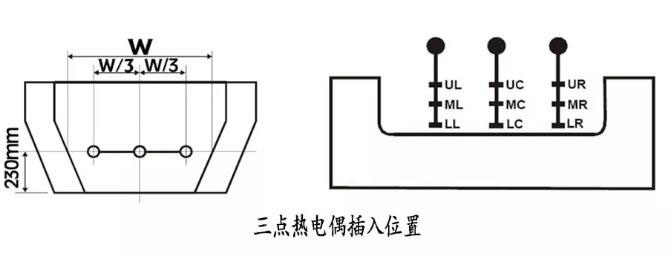
圖2 三點式熱電偶插入位置
熱效率=[1-(△H+△V)/LC*]×100
其中△H代表水平方向的6點絕對溫度差之總和。
即:(UC-UL)+(UC-UR)+(MC-ML)+(MC-MR)+(LC-LL)+(LC-LR)
△V代表3點最大的垂直方向間的溫度差之總和
即:UL、ML、LL及UC、MC、LC和UR、MR、LR,其中LC是中間最高的溫度。
舉例說明:某一料道用三點式熱偶測得溫度如圖3所示:
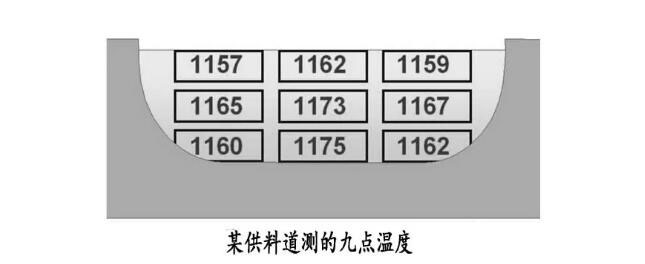
圖3 某供料道測的九點溫度
計算如下:
料道橫向溫度計算(取絕對值):中間的溫度與料道二側的溫度之差。
橫向溫度計算:
上部溫度1162(UC)與左1157(UL)右1159(UR)之間的溫差(二點):
(UC-UL)=1162-1157=5
(UC-UR)=1162-1159=3
中部溫度1173(MC)與左1165(ML)右1167(MR)之間的溫差(二點):
(MC-ML)= 1173-1165=8
(MC-MR)=1173-1167=6
下部溫度1175(LC)與左1160(LL)右1162(LR)之間的溫差(二點):
(LC-LL)=1175-1160=15
(LC-LR)=1175-1162=13
橫向溫度計算共六點。
2) 料道縱向溫度計算(取絕對值):上部溫度減去下部溫度之差。
左上溫度1157(UL)與左下溫度1160(LL)之間的溫差(一點):
(LL-UL)=1157-1160=3
中上溫度1162(UC)與中下溫度1175(LC)之間的溫差(一點):
(LC-UC)=1162-1175=13
右上溫度1159(UR)與右下溫度1162(LR)之間的溫差(一點):
(LR-UR)=1159-1162=3
縱向溫度計算共三點。
3)將以上二項計算數值九點相加:5+3+8+6+15+13+3+13+3=69。
4) 將相加后的數值,除以料道中部三點溫度中最高的溫度值(1175):
69/1175=0.0587
5) 計算該料道的效率%(Gradient Efficiency):
(1-0.0587)×100=94.13%
此94.13%即為料道的效率。
【注意點】此效率(94.13%),它是指某一料道在一定的出料量所反映的均化情況。它不能單純與其它料道相比,即是在同一料道,由于出料量不一樣作簡單的相比較。此百分比在同一料道,出料量基本相似的情況下,此數值才能反映出料道的均化程度,它才有實際的指導生產意義。
*在有的公司是與MC(中間點的溫度)進行比較,即:
熱效率=[1-(△H+△V)/MC]×100
正如上述,料道的效率只是一個相對數據,是對該條料道在生產某一產品時來衡量不同時間的均化程度。
5)供料道內的玻璃勻質的溫度檢測值,不僅對料滴制備有著重要的直接影響,還能直接影響到產品的抗沖擊強度。國外經驗表明:玻璃成品的環切均勻度的檢測和供料道的三點溫度檢測與成品的抗沖擊強度相一致。即供料道的三點溫度檢測值較差時,玻璃成品的環切均勻度肯定有問題。












