【中國(guó)玻璃模具網(wǎng)】日常活中各種日用玻璃制品隨處可見,從最常見的酒及飲料灌裝用瓶、醫(yī)藥保健用瓶、化妝品用瓶到造型各異的酒具、盤碗等玻璃器皿,其造型越來(lái)越復(fù)雜,越來(lái)越多樣化。玻璃模具是日用玻璃制品的主要成型工具, 制造過(guò)程血接決定著日用玻璃制品的質(zhì)量。 由于鑄鐵具有優(yōu)良的鑄造性能、易加工性 ,最重要的是具有熱而不粘的性能被廣泛用于制作玻璃模具 ,術(shù)來(lái)鑄鐵仍將作為制作玻璃模的主要材質(zhì)”。玻璃模具的毛坯鑄造工藝是玻璃摸具生產(chǎn)的關(guān)鍵工藝之一。傳統(tǒng)玻璃模具的毛坯鑄造主要采用上下箱合箱濕型砂鑄造工藝 ,這種工藝容易出現(xiàn)偏芯、縮孔縮松、跑火等現(xiàn)象,同時(shí)易產(chǎn)生大量回爐料。為此,本文針對(duì)傳統(tǒng)玻璃模具毛坯鑄造方法進(jìn)行改進(jìn),提出了玻璃模具毛坯單箱無(wú)冒口鑄造工藝,取得了良好的效果。
1.玻璃模具結(jié)構(gòu)對(duì)其鑄造工藝的要求
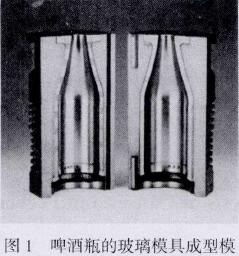
圖1所示為啤灑瓶的玻璃模具成型模實(shí)物片。 日用玻璃制品的成型生產(chǎn)節(jié)拍很快。玻璃模具的內(nèi)腔需頻繁交替與1 100℃ 左有的高溫玻璃熔體接觸,同時(shí)要加速玻璃熔體的成型速度,必須加速對(duì)玻璃熔體的冷卻,并盡快將模具內(nèi)腔中的熱量散發(fā)出去,可見玻璃模具的內(nèi)腔及外圍承受著不同的工況,整個(gè)模具往往工作于驟冷驟熱狀態(tài)。因此,理想的玻璃模具結(jié)構(gòu)應(yīng)該是從內(nèi)腔到外圍為從致密到疏松均勻過(guò)渡的梯度結(jié)構(gòu),同時(shí)模具壁厚須均勻一致。為此,玻璃模具毛坯的鑄造工藝必須保證有利上述模具組織結(jié)構(gòu)的形成,行業(yè)內(nèi)通常要求在鑄造過(guò)程中采川砂型內(nèi)腔放置激冷鐵芯的措施來(lái)實(shí)現(xiàn)。
2 傳統(tǒng)上下箱濕型砂鑄造工藝的缺陷分析
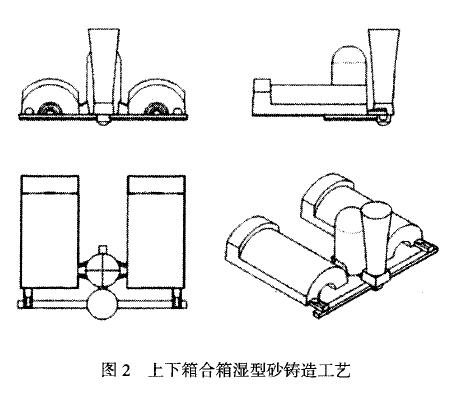
目前玻璃模具行業(yè)普遍使用的毛坯鑄造工藝足上下箱濕型砂鑄造工藝,如 2所示.其中,上箱由鑄件型腔、澆口、內(nèi)澆道、濾網(wǎng)和冒口組合而成,而下箱則放置激冷鐵心。這種鑄造工藝在玻璃模具行業(yè)雖沿用已久,但是存在著如下缺陷:
(1)上下箱長(zhǎng)期在清砂環(huán)節(jié)中受撞擊而導(dǎo)致在合箱環(huán)節(jié)存在較大定位誤差,同時(shí)因鐵液從兩個(gè)內(nèi)澆道進(jìn)入時(shí)會(huì)對(duì)下箱的激冷鐵心和型砂造成較大沖擊,從而在一定程度上使玻璃模具毛坯的內(nèi)腔和外圓產(chǎn)生偏芯現(xiàn)象,即內(nèi)腔和外圓的同心度出現(xiàn)偏差,導(dǎo)致模具厚薄不均,造成次品乃至報(bào)廢。
(2)該工藝的冒口起到補(bǔ)縮和調(diào)節(jié)溫度場(chǎng)的雙重作用,因此冒口的大小和擺放的位置對(duì)模具毛坯的質(zhì)量有著較大的影響。往往需要工藝人員根據(jù)模具的實(shí)際情況進(jìn)行人工調(diào)節(jié),這樣容易導(dǎo)致模具內(nèi)澆道和模具的外圓部位出現(xiàn)縮孔、縮松等缺陷。
(3)上下箱鑄造工藝是分別對(duì)上箱和下箱進(jìn)行造型,然后上下箱合型固定,再?gòu)臐部谝腓F液,這樣上下箱之間難以避免地會(huì)存在縫隙,增加了跑火現(xiàn)象的產(chǎn)生,即鐵液從上下箱的合縫間隙中溢出,造成鐵液浪費(fèi)嚴(yán)重,同時(shí)危險(xiǎn)性大。
(4)由于這種鑄造工藝需設(shè)置足夠大的補(bǔ)縮冒口來(lái)確保足夠的鐵液供給,因此鐵液的利用率較低,通常在60%~75% 之問(wèn),容易導(dǎo)致回爐料較多。
3 單箱無(wú)冒口鑄造工藝設(shè)計(jì)
3.1 單箱無(wú)冒口鑄造工藝過(guò)程
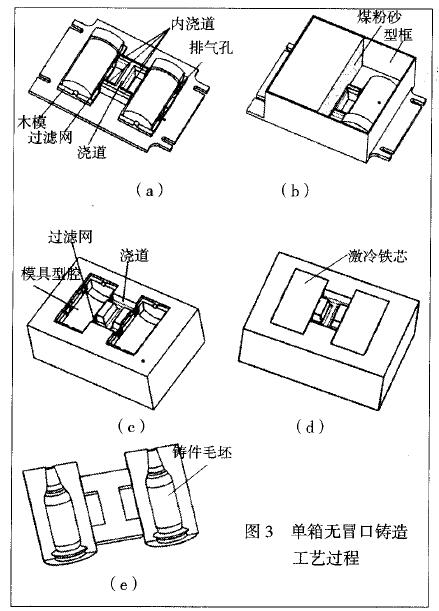
單箱無(wú)冒口鑄造工藝過(guò)程如圖3所示。①將型框罩置于制作好的木模底板(圖3.a(chǎn))上;② 向型框容腔內(nèi)填人煤粉砂壓實(shí)(圖3.b);③將填人煤粉砂的型框抬起后翻轉(zhuǎn)180。,取出木模,得到鑄型(圖3.c);④將過(guò)濾網(wǎng)放人過(guò)濾網(wǎng)腔中,將激冷鐵心放置到瓶模腔上(圖3.d);⑤將熔融的鐵液從澆1:3引入型腔,待鐵液液面達(dá)到與澆13平面一致水平高度時(shí)停止?jié)茶T;⑥待鐵液冷卻后,撤去激冷鐵心、型框,清除煤粉砂,得到玻璃模具鑄件毛坯(圖3.e)。